
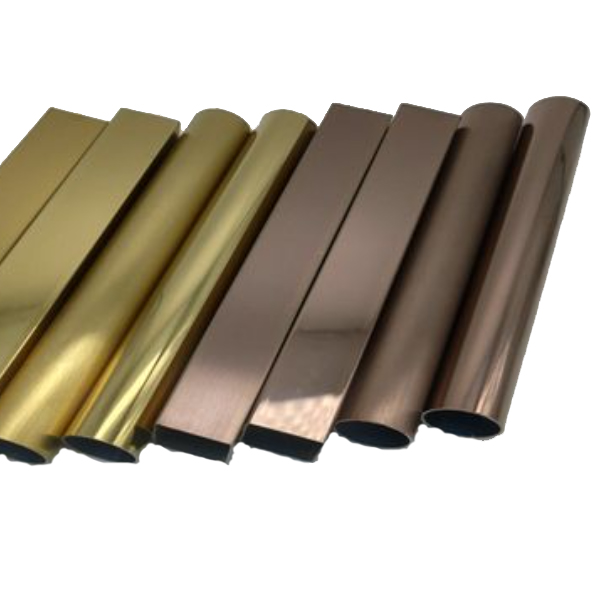
Augstas kvalitātes nerūsējošā tērauda apaļa caurule
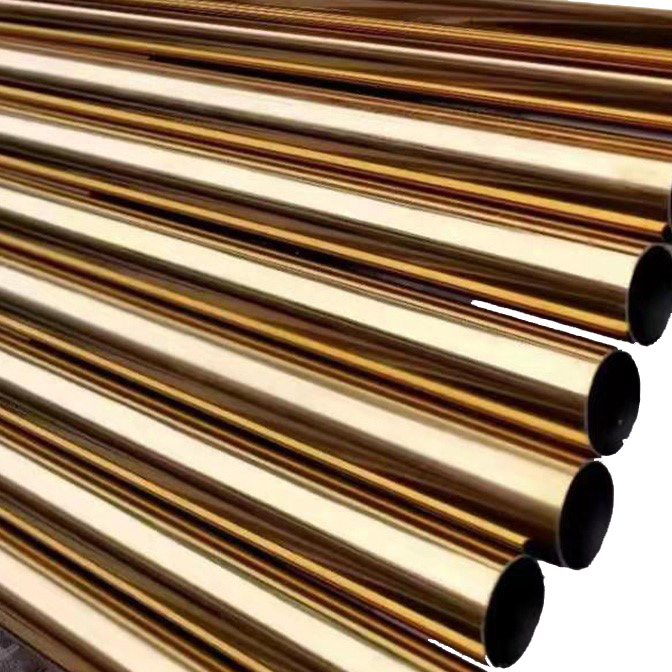
Mēs ievērojam vadības principu "Izcila kvalitāte, lielisks serviss, izcila pozīcija", un mēs esam veltīti Ķīnas dekorēšanai 201 202 304 316 430 410 nerūsējošā tērauda caurulēm un patiesi radām un dalāmies panākumos ar visiem mūsu klientiem.tiem, kas interesējas.Mēs esam pārliecināti, ka mūsu risinājums ir piemērots tieši Jums.
Ķīnas profesionālākais nerūsējošā tērauda cauruļu piegādātājs, pulēta nerūsējošā tērauda metināta caurule.Mēs varam apmierināt dažādas vietējo un ārvalstu klientu vajadzības.Sirsnīgi sveicam jaunos un vecos klientus, lai konsultētos un risinātu sarunas.Jūsu apmierinātība ir mūsu virzītājspēks!Uzrakstīsim kopā lielisku jaunu nodaļu!
Nerūsējošā tērauda apaļās caurules virsmas apstrāde ir viens no galvenajiem faktoriem, kas nosaka cauruļvada pretkorozijas kalpošanas laiku.Tas ir priekšnoteikums, vai pretkorozijas slāni un nerūsējošā tērauda apaļo cauruli var stingri apvienot.Pētniecības iestādes ir pārliecinājušās, ka pretkorozijas slāņa kalpošanas laiks ir atkarīgs no tādiem faktoriem kā pārklājuma veids, pārklājuma kvalitāte un būvniecības vide.Prasības nerūsējošā tērauda apaļo cauruļu virsmai tiek pastāvīgi izpētītas un apkopotas, un nepārtraukti tiek pilnveidotas nerūsējošā tērauda apaļo cauruļu virsmas apstrādes metodes.
1. Nerūsējošā tērauda apaļo cauruļu kodināšanu parasti veic ar divām ķīmiskās un elektrolītiskās kodināšanas metodēm.Cauruļu pretkorozijas procesā tiek izmantota tikai ķīmiskā kodināšana, kas var noņemt oksīda nogulsnes, rūsu un veco pārklājumu pārstrādi.Lai gan ar ķīmisko tīrīšanu virsma var sasniegt noteiktu tīrības un raupjuma pakāpi, tās enkura raksts ir sekls un viegli piesārņo vidi.
2. Nerūsējošā tērauda apaļās caurules izsmidzināšanas (izmešanas) rūsas noņemšanu darbina lieljaudas motors, lai izsmidzināšanas (mešanas) asmeņi grieztos lielā ātrumā, lai abrazīvās vielas, piemēram, tērauda smiltis, tērauda skrotis, dzelzs stieples segments, un minerāli var ietekmēt nerūsējošā tērauda apaļās caurules virsmu centrbēdzes spēka iedarbībā.Izsmidzināšanas (izmešanas) apstrāde var ne tikai pilnībā noņemt rūsu, oksīdus un netīrumus, bet arī sasniegt nepieciešamo vienmērīgu raupjumu spēcīgas ietekmes un abrazīvu berzes ietekmē.
Pēc izsmidzināšanas (izmešanas) rūsas noņemšanas tas var ne tikai paplašināt fizisko adsorbciju uz caurules virsmas, bet arī uzlabot mehānisko saķeri starp pretkorozijas slāni un caurules virsmu.Tāpēc rūsas noņemšana ar izsmidzināšanu (izmešana) ir ideāla rūsas noņemšanas metode cauruļvadu pretkorozijas novēršanai.Vispārīgi runājot, skrošu strūklu (smilšu) atrūsēšanu galvenokārt izmanto cauruļu iekšējās virsmas apstrādei, un skrošu strūklu (smilšu) atrūsēšanu galvenokārt izmanto cauruļu ārējās virsmas apstrādei.
3. Nerūsējošā tērauda apaļo cauruļu tīrīšana, tērauda virsmas tīrīšanai izmantojiet šķīdinātāju un emulsiju, lai noņemtu eļļu, taukus, putekļus, smērvielas un līdzīgas organiskās vielas, taču tā nevar noņemt rūsu, oksīdu nogulsnes, metināšanas plūsmu utt. To izmanto tikai kā palīglīdzeklis ražošanā.
4. Lai noņemtu rūsu no nerūsējošā tērauda apaļo cauruļu instrumentiem, galvenokārt izmantojiet instrumentus, piemēram, stiepļu sukas, lai pulētu tērauda virsmu, kas var noņemt vaļēju vai paaugstinātu oksīda nogulsnes, rūsu, metināšanas izdedžus utt. Rokas instrumentu rūsas noņemšana var sasniegt Sa2 līmeni, un elektroinstrumentu rūsas noņemšana var sasniegt Sa3 līmeni.Ja tērauda virsma ir pielīmēta pie stingras dzelzs oksīda skalas, instrumenta rūsas noņemšanas efekts nav ideāls, un nevar sasniegt pretkorozijas konstrukcijai nepieciešamo enkura raksta dziļumu.
Pievērsiet uzmanību virsmas apstrādes nozīmei ražošanā un stingri kontrolējiet procesa parametrus rūsas noņemšanas laikā.Faktiskajā konstrukcijā nerūsējošā tērauda apaļās caurules pretkorozijas slāņa lobīšanās izturības vērtība ievērojami pārsniedz standarta prasības, kas nodrošina pretkorozijas slāņa kvalitāti.Pamatojoties uz to, tiek ievērojami uzlabots tehnoloģiskais līmenis un samazinātas ražošanas izmaksas.



Saistītie produkti
-
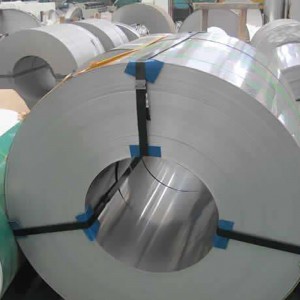
Detalizēts nerūsējošā tērauda spoles ievads
Produkta video Produkta apraksts Nerūsējošais tērauds ir nerūsējošā skābes izturīga tērauda saīsinājums, kas ir izturīgs pret gaisu, tvaiku, ūdeni utt. Vājas kodīgas vides vai nerūsējošā tērauda kategorijas sauc par nerūsējošo tēraudu;savukārt ķīmiski izturīgus materiālus (skābes, sārmu, sāļu uc korozijas tērauda markas) sauc par skābes izturīgiem tēraudiem...
-

Nerūsējošā tērauda sešstūra stienis
Produkta īpašības 1) Produkts: nerūsējošā tērauda sešstūra stienis 2) Tips: apaļais stienis, kvadrātveida stienis, plakanais stienis, sešstūra stienis 3) Pakāpe: 201, 202, 304, 316, 316L, 410, 430 4) Standarts: JIS, AISI, ASTM, GB, DIN, EN, SUS 5) Stieņa garums: no 3000 mm-6000 mm vai pēc vajadzības 6) Virsma: melna, gaiša, marinēta, matu līnija, matēta, pulēta, lobīta, smilšstrūklas.7) Tehnika: auksti stiepts, karsti velmēts, kalts 8) Pielaide: ± 0,05 mm (diametrs);±0,1 mm (garums) 9) Pa...
-

Augstas kvalitātes nerūsējošā tērauda taisnstūra caurule
Nerūsējošā tērauda cauruļu cietības pārbaudes metode Ir divi galvenie mehānisko īpašību pārbaudes metožu veidi, viens ir stiepes tests un otrs ir cietības tests.Stiepes tests ir izveidot nerūsējošā tērauda cauruli paraugā, izvilkt paraugu, lai tas saplīst uz stiepes pārbaudes iekārtas, un pēc tam izmērīt vienu vai vairākas mehāniskās īpašības, parasti tikai stiepes izturība, tecēšanas robeža, pagarinājums pēc lūzuma un ir m. ..
-

Nerūsējošā tērauda apaļo cauruļu ražotājs, kas...
Produkta priekšrocības Mēs ievērojam vadības principu "Izcila kvalitāte, izcils serviss, izcila pozīcija", un mēs esam veltīti Ķīnas apdarei 201 202 304 316 430 410 nerūsējošā tērauda caurulēm un patiesi radām un dalāmies panākumos ar visiem mūsu klientiem.tiem, kas interesējas.Mēs esam pārliecināti, ka mūsu risinājums ir piemērots tieši Jums.Ķīnas profesionālākais nerūsējošā tērauda cauruļu piegādātājs, pulēta nerūsējošā tērauda ...
-

Metinātas caurules īpašas formas caurule, līkums, līkums, W...
Produkta specifikācijas 12,7 * 12,7 mm-400 * 400 mm, sienas biezums 0,6 mm-20 mm, nerūsējošā tērauda apaļa caurule parasti ir 6 * 1-630 * 28, specifikācijas ir 4 punkti, 6 punkti, 1 colla, 1,2 collas, 1,5 collas, 2 collas, 2,5 collas, 3 collas, 4 collas, 5 collas, 6 collas, 8 collas, 102, 108, 127, 133, 139, 159, 168, 177, 194, 219, 273, 325, 40, 3, 3 630 utt. Nerūsējošā tērauda īpašas formas caurules parasti attiecas uz taisnstūrveida tērauda caurulēm, trīsstūrveida caurulēm...
-

Nanhai Zaihui nerūsējošā tērauda kalšanas process...
Apdrukāta nerūsējošā tērauda ražošanas raksturlielumi 1. Patērētāju individuālo vajadzību apmierināšana: drukātā nerūsējošā tērauda izstrāde pilnībā izmanto dizaineru radošās spējas, un dizaina uzmetumu var mainīt datorā atbilstoši klientu vajadzībām, kas lielā mērā stimulē patērētāju pieprasījumu pēc apdrukāta nerūsējošā tērauda.2. Īss būvniecības periods: nerūsējošā tērauda drukāšana uzlabo īsu...





